Built over years of providing quality products, living upto customer's expectations and ensuring customer's delight


| Element-IS 1786:2008 | ||||||||
| Indian Standards | श्री Navadurga 500 Thermex TMT Specification | |||||||
|---|---|---|---|---|---|---|---|---|
| Fe415 | fe500 | fe550 | fe600 | Navadurga 500 TMT Fe415 | Navadurga 500 TMT Fe500 | Navadurga 500 TMT Fe550 | Navadurga 500 TMT Fe600 | |
| Carbon, Max | 0.3 | 0.3 | 0.3 | 0.3 | 0.25 | 0.25 | 0.25 | 0.25 |
| Sulphur, Max | 0.06 | 0.055 | 0.055 | 0.055 | 0.045 | 0.040 | 0.045 | 0.040 |
| Phisphorus, Max | 0.06 | 0.055 | 0.050 | 0.040 | 0.055 | 0.055 | 0.050 | 0.040 |
| SR Max | 0.11 | 0.110 | 0.100 | 0.095 | 0.100 | 0.095 | 0.095 | 0.075 |
| Element-IS 1786:2008 | ||||||||
| Indian Standards | श्री Navadurga 550 Thermex TMT Specification | |||||||
|---|---|---|---|---|---|---|---|---|
| Fe415 | fe500 | fe550 | Navadurga 500 TMT Fe415 | Navadurga 500 TMT Fe500 | Navadurga 500 TMT Fe550 | |||
| Yeild strength, Min(N/mm²) | 415 | 500 | 550 | 450 | 530 | 580 | ||
| Ultimate Tensile Strength, Min (N/mm²) | 485 | 545 | 585 | 530 | 570 | 610 | ||
| Elongation, Min (A),(%) | 14.5 | 12 | 10 | 18-22 | 15-21 | 12-18 | ||
| Nominal Size mm Mandral Diameter For Different Grades (IS 1786: 2008) | ||||||||
| Indian Standards | श्री Navadurga 550 Thermex TMT Specification | |||||||
|---|---|---|---|---|---|---|---|---|
| Fe415 | fe500 | fe550 | Navadurga 500 TMT Fe415 | Navadurga 500 TMT Fe500 | Navadurga 500 TMT Fe550 | |||
| Upto & including | 3d | 4d | 5d | 3d | 3d | 3d | ||
| Ultimate Tensile Strength, Min (N/mm²) | 4d | 5d | 6d | 3d | 4d | 5d | ||
| Size of Bar (mm²) | Cross-Sectional Area (mm²) | IS 1786 Lower | IS 1786 Standard | IS 1786 Upper | श्री Navadurga 550 Thermax TMT Specification | |
|---|---|---|---|---|---|---|
| 8 | 50.3 | 0.367 | 0.395 | 0.423 | 0.375 | 0.415 |
| 10 | 78.6 | 0.574 | 0.617 | 0.660 | 0.586 | 0.648 |
| 12 | 113.1 | 0.844 | 0.888 | 0.932 | 0.861 | 0.915 |
| 16 | 201.2 | 1.501 | 1.580 | 1.659 | 1.533 | 1.627 |
| 20 | 314.3 | 2.396 | 2.470 | 2.544 | 2.396 | 2.544 |
| 25 | 491.1 | 3.735 | 3.850 | 3.966 | 3.375 | 3.966 |
| 28 | 616.0 | 4.685 | 4.830 | 4.975 | 4.733 | 4.927 |
| 32 | 804.6 | 6.121 | 6.310 | 6.499 | 6.184 | 6.436 |
| Area | Sl.No | Quality Attribute | Inspection Procedure | Frequency | Frequency |
|---|---|---|---|---|---|
| Bidar Yard | 1 | Traceability & Stocking | Cast Identity:TC visa-vls the Billet (physically) | Random five Billets | Billets with deviation to be segregated & recorded. Small billets cut as per required lengths to be identified with cast number and stacked cast wise |
| Furnace | 1.1 | Billet Condition | Surface: Gross defects like double pour, dep slag patch, Pinholes, Slag patch, Cracks etc. | Do | Data to be kept as quality record |
| 2 | Billet Charging | Cast-wise | Every billet | Accountability of billets must be available, Segregated billets with deviation to be charged & rolled as a 'Lot' as Instructed by customer. | |
| 2.1 | Furnace temperature | Check against the standard Soaking Temp (Target 1225 +/250C) | Hourly | Data to be maintained as a quality record effort to be made to maintain lowest constant temp for satisfactory rolling. | |
| 2.2 | Excess Oxygen | Aim-2.5% | Twice/shift | Data to be kept as a quality record |
| Area | Sl.No | Quality Attribute | Inspection Procedure | Frequency | Frequency |
|---|---|---|---|---|---|
| Rolling | 3 | Cobbles | Number/shift | Date and shift wise | Cause-wise analysis for corrective action & then Process Control. |
| Water Quenching | 4 | Entry and exit temperature | As per Thermax Specification | Hourly | Data to be kept as quality record |
| Cooling Bed | 5 | Movement of bars | To achieve Uniformity in cooling | Hourly | Do |
| 5.1 | Sampling (Regular and for standardization) | Sample should be 1.0 Meter in length for carrying out all Relevant tests | - | Straightness (3mm/M) of bars needs to be ensured |
| Area | Sl.No | Quality Attribute | Inspection Procedure | Frequency | Frequency |
|---|---|---|---|---|---|
| Inspection and testing | 6 | Surface | Rolling defect viz. Lap, fin, Rough Surface, Shearing, Rib washout & guide mark etc. | Continuous | In case of defect, Source need to be Identified & corrective action to be taken & this should be a Quality Record. |
| 6.1 | Bar & Ribs | Appearance, thickness & width, Wt/Meter, ArValue, Clarity of Branding & Bar Diameter. | Based on regular BIS (ISI 1786:2008) | To confirm ISI 1786:2008 Requirements. Attempt should be made to roll 100% bars in lighter side (between dead wt & 3% light) & this should be a Quality Record. | |
| 6.2 | Mechanical | Tensile, Bend / Rebend*. | ISI 1786:2008 SOT | YS>530Mpa to <580Mpa & EI:18.0% For Fet500D/SD Min. And 520 to 560 Mpa & EI 20.0% Min for MA & this should be a Quality Record. | |
| 6.3 | MicroStructure | Rim Pattern for TMT | Based on regular BIS samples. (ISI1786:2008) | Fe 500D/SD: Highly eccentric (Thin/Thick ratio <0.5), Horse-shoe & very thin Rim (<0.5mm thick) is not acceptable. MA Rebar: absence of Tempered Martensitic ring. This should be a Quality Record. |








Steadfastness, Durability and Tenacity are the Hallmark Of SNDB TMT bars!
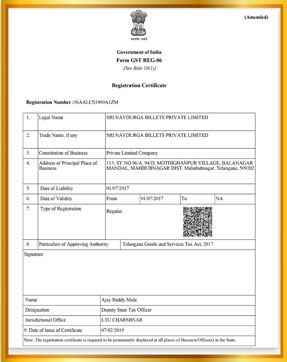
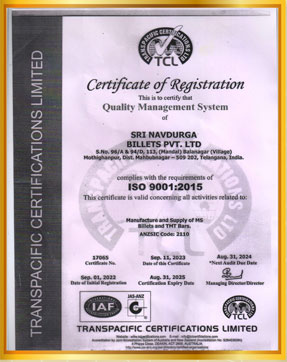
Sri Navdurga Billets produces Thermo mechanically treated reinforced bars using the latest German Thermex Technology. The entire process of melting the iron and rolling the TMT bars in the rolling mills is fully automated and monitored by a team comprising metallurgists, engineers, foreman and experienced operators







We have been the dealers for Sri Navdurga TMT bars for over a decade now. The fact that we have had repeat customers for this brand is a proof of the high quality TMT bars that SNDB produces. I am completely satisfied with their supply, service and quality of their products.

In the last decade, we have completed three major ventures. We have constructed more than 1500 high-rise multi dwelling units that has garnered customer's appreciation and satisfaction. We have over the years built a strong relation with Sri Navdurga Billets pvt.ltd., who have unfailingly supplied high quality TMT bars of different grades that have helped us build strong structures. We wish them the very best.

The price variation is marginal the quality matches the best in the industry, prompt delivery. So, what makes Sri Navdurga TMT bars the most preferred choice? It is their customised supply that makes them stand apart. Thank you Sri Navdurga

The challenge was to offer quality construction at affordable price to our segment of customers. We could not have achieved this, without the material support from our vendors. Sri Navdurga provided us with TMT bars of global standards at an affordable price. We created history